


Video
Bezešvé ocelové trubky pro tlakové účely

| Materiál produktu | St37.0/St44.0/St52.0 |
| Specifikace produktu | |
| Standard aplikovaný na produkt | DIN 1629 |
| Stav doručení | |
| Balíček hotových výrobků | Šestihranné balení ocelového pásu/plastová fólie/tkaná taška/balení popruhu |
Proces výroby produktu
Prázdná trubka

Kontrola (spektrální detekce, kontrola povrchu, kontrola rozměrů a makrozkouška)
Řezání
Perforace
Tepelná kontrola
Moření
Kontrola broušení
Moření
Mazání
Tažení za studena (přidání cyklických procesů, jako je tepelné zpracování, moření a tažení za studena, by mělo podléhat specifickým specifikacím)
Žíhání (NBK)
Test výkonu (mechanické vlastnosti, rázové vlastnosti, zploštění, rozšiřování a tvrdost)

Rovnání
Řezání trubek
Nedestruktivní testování (vířivými proudy a ultrazvukem)
Kontrola produktu

Ponoření antikorozního oleje
Obal

Skladování
Zařízení na výrobu produktů
Střihací stroj/pila, kroková pec, perforátor, vysoce přesný stroj pro tažení za studena, tepelně zpracovaná pec a rovnací stroj

Zařízení pro testování produktů
Vnější mikrometr, trubicový mikrometr, číselníkový vrták, posuvné měřítko, detektor chemického složení, spektrální detektor, stroj na zkoušení tahem, tvrdoměr Rockwell, stroj na zkoušení nárazů, defektoskop na bázi vířivých proudů, ultrazvukový defektoskop a hydrostatický testovací stroj

Aplikace produktů
Chemická zařízení, lodě, potrubí, automobilové díly a aplikace mechanického designu

Proč si vybrat nás
Zaměřujeme se na neustálé zlepšování kvality našich procesů. Díky nedávným investicím do střední dokončovací linky, procesu odstraňování vodního kamene a kontinuálního indukčního tepelného zpracování nabízíme kvalitní řešení na míru. Náš přístup k výrobě integruje naše tavicí, válcovací, děrovací a dokončovací operace, což pomáhá zajistit kontrolu kvality od začátku do konce. Naše bezproblémové mechanické procesy trubek zahrnují děrování (rotační kování), tepelné zpracování a testování a konečnou úpravu.
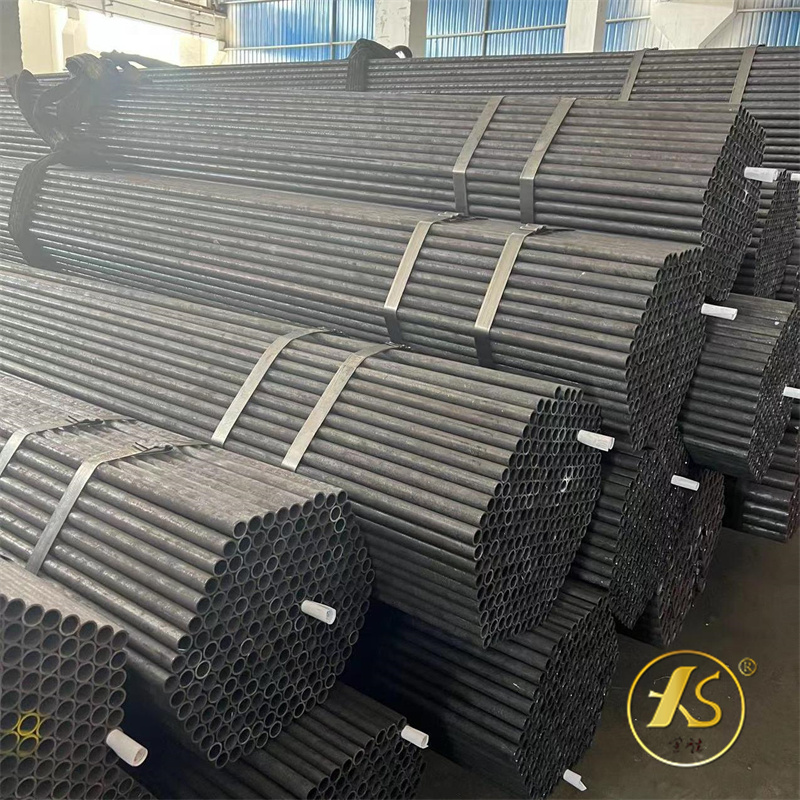
Balení bezešvé trubky z uhlíkové oceli
Plastové uzávěry na obou stranách konců trubek
Mělo by se zabránit poškození ocelovou páskou a přepravou
Svazovaní siani by měli být jednotní a konzistentní
Stejný svazek (šarže) ocelové trubky by měl pocházet ze stejné pece
Ocelová trubka má stejné číslo pece, stejnou třídu oceli a stejnou specifikaci
